Прогресс-1,2

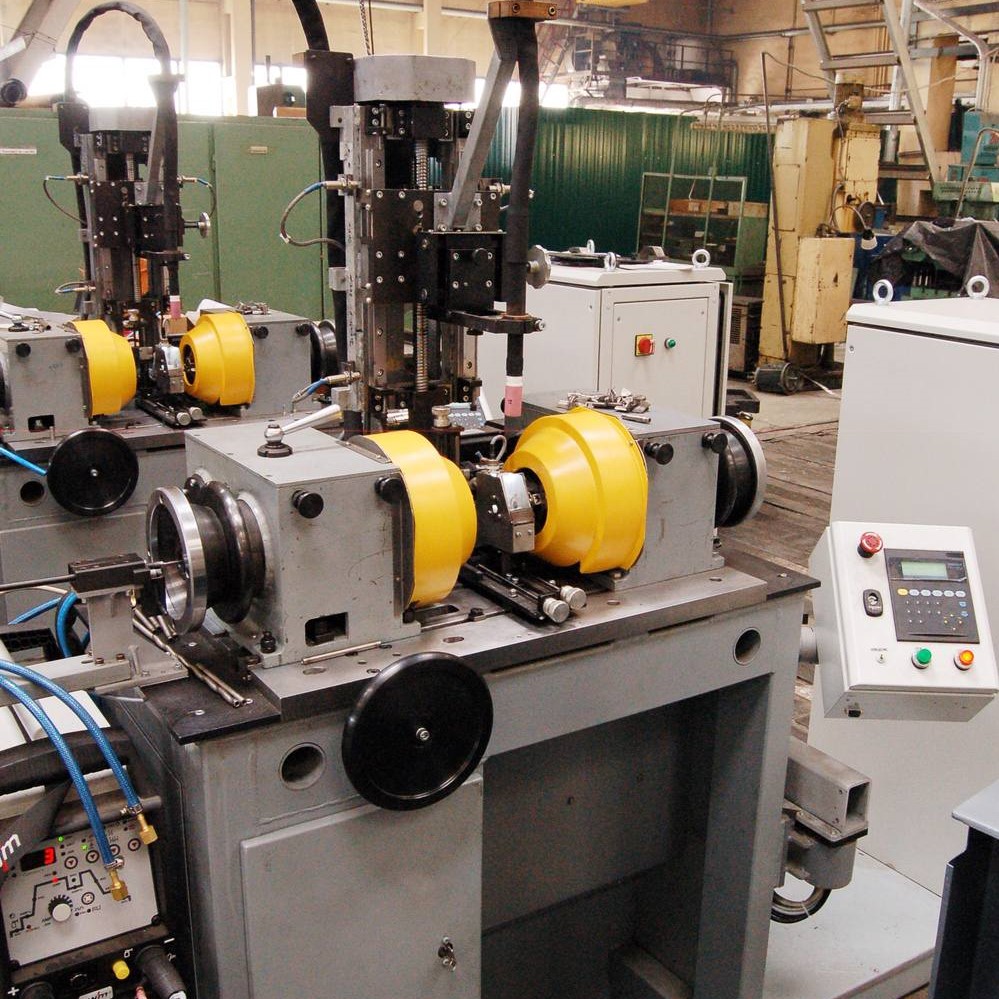
| Год разработки | 2006 |
| Назначение | Автоматизированная сварка кольцевых швов |
| Диаметр свариваемых деталей (мм) | 6-22 |
| Длина свариваемых деталей (мм) | от 200 до 3000 |
| Свариваемая толщина металла (мм) | 0,3 - 2,5 |
| Свариваемые материалы | Конструкционные стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | 5 - 30 |
| Диаметр присадочной проволоки (мм) | 0,8 - 1,2 |
| Источник питания | Тритон - 180 |
| Особенности | Привод вращения обеспечивает синхронное вращение с рабочей скоростью передний и задний вращатель |
Прогресс-3

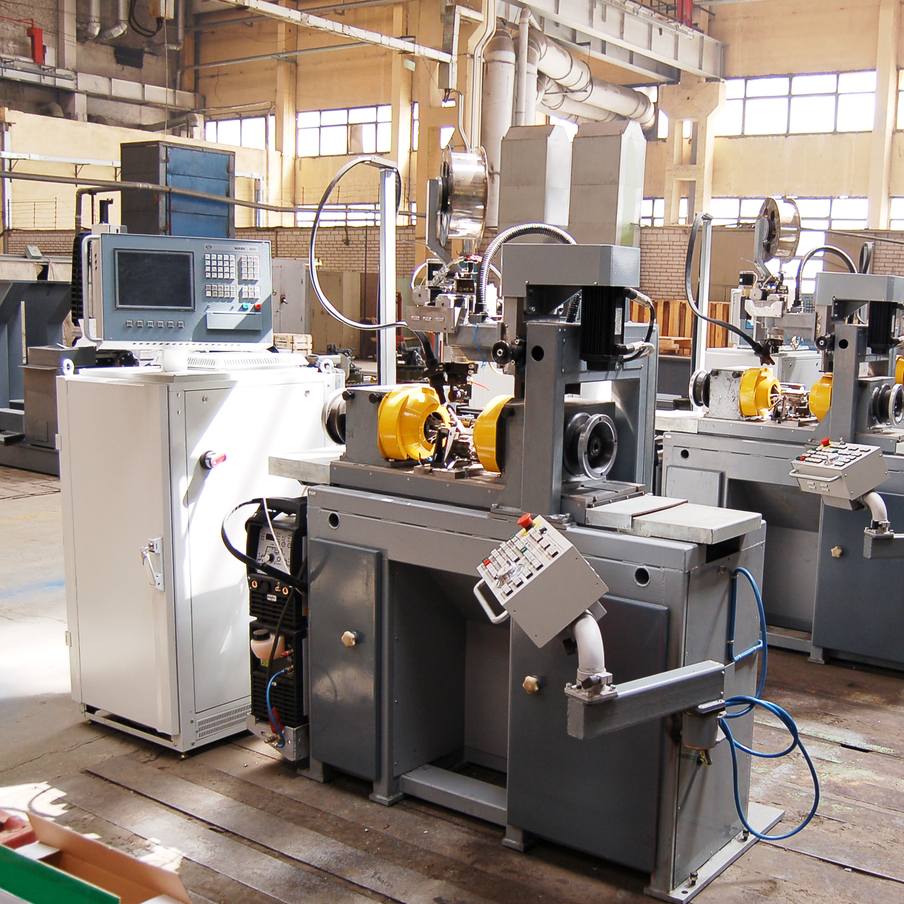
| Год разработки | 2007 |
| Назначение | Автоматизированная сварка эллипсных швов |
| Диаметр свариваемых деталей (мм) | 8 - 20 |
| Длина свариваемых деталей (мм) | до 3000 |
| Свариваемая толщина металла (мм) | 0,3 - 2,5 |
| Свариваемые материалы | Конструкционные стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | 5 - 30 |
| Диаметр присадочной проволоки (мм) | 0,8 - 1,2 |
| Источник питания | Тритон - 220 |
| Особенности | Система управления на базе ЧПУ «Маяк-60», которая обеспечивает одновременное управление по 4-м механическим координатам |
Прогресс-4

| Год разработки | 2007 |
| Назначение | Автоматизированная многопроходная сварка кольцевых швов |
| Диаметр свариваемых деталей (мм) | 4 - 250 |
| Длина свариваемых деталей (мм) | до 3000 |
| Свариваемая толщина металла (мм) | 0,3 - 8,0 |
| Свариваемые материалы | Конструкционные стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | 5 - 30 |
| Диаметр присадочной проволоки (мм) | 0,8 - 1,2 |
| Источник питания | Тритон - 220 |
| Особенности | Установка обеспечивает возможность многопроходной сварки кольцевых швов деталей длиной до 3000 мм. |
Прогресс-5

| Год разработки | 2009 |
| Назначение | Автоматизированная сварка кольцевых и круговых швов |
| Диаметр свариваемых деталей (мм) | 4 - 550 |
| Длина свариваемых деталей (мм) | до 3000 |
| Толщина свариваемых деталей (мм) | 0,3 - 3,0 |
| Свариваемые материалы | Конструкционные стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | 5 - 30 |
| Диаметр присадочной проволоки (мм) | 0,8 - 1,2 |
| Источник питания | Тритон - 220 |
| Особенности | Установка оснащена системой лазерного поиска стыка, системой видеонаблюдения на базе эндоскопов при сварке круговых заглубленных швов |
Прогресс-6
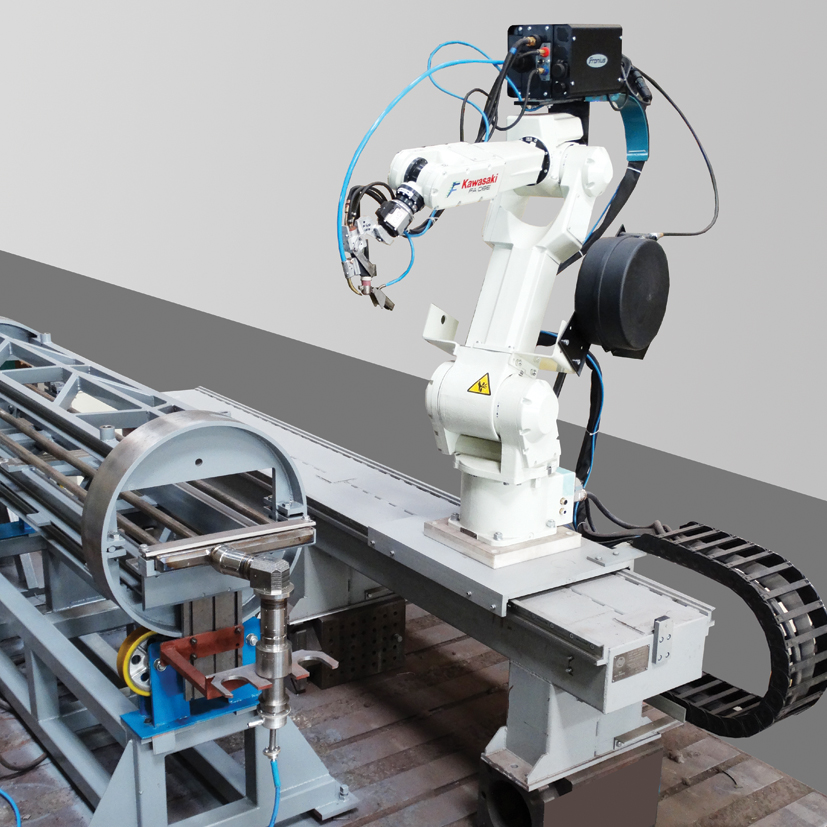
| Год разработки | 2013 |
| Назначение | Роботизированная сварка пространственных швов |
| Диаметр свариваемых деталей (мм) | до 450 |
| Длина свариваемых деталей (мм) | до 3000 |
| Свариваемая толщина металла (мм) | до 8,0 |
| Свариваемые материалы | Конструкционные стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | 5 - 30 |
| Диаметр присадочной проволоки (мм) | 0,8 - 1,2 |
| Источник питания | Fronius TT3000job, Австрия |
| Особенности | Автоматическая сварка с применением робота |
Прогресс-9

| Год разработки | 2013 |
| Назначение | Роботизированная сварка пространственных швов |
| Диаметр свариваемых деталей (мм) | до 450 |
| Длина свариваемых деталей (мм) | до 3000 |
| Свариваемая толщина металла (мм) | до 8,0 |
| Свариваемые материалы | Конструкционные стали, титановые и алюминиевые сплавы |
| Скорость сварки (м/час) | 5 - 30 |
| Диаметр присадочной проволоки (мм) | 0,8 - 1,2 |
| Источник питания | Fronius TT3000job, Австрия |
| Особенности | Автоматическая сварка с применением робота |
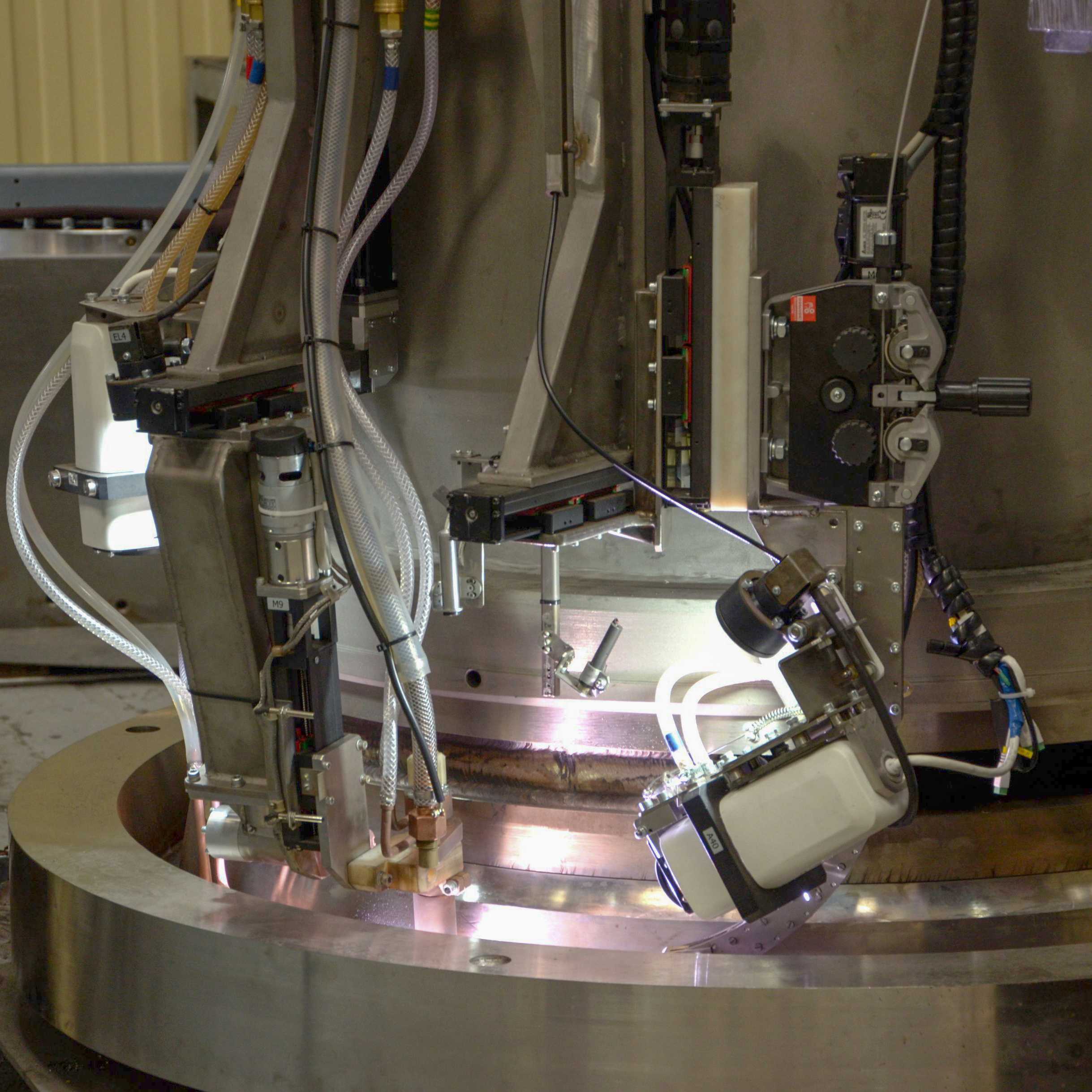
Прогресс-12
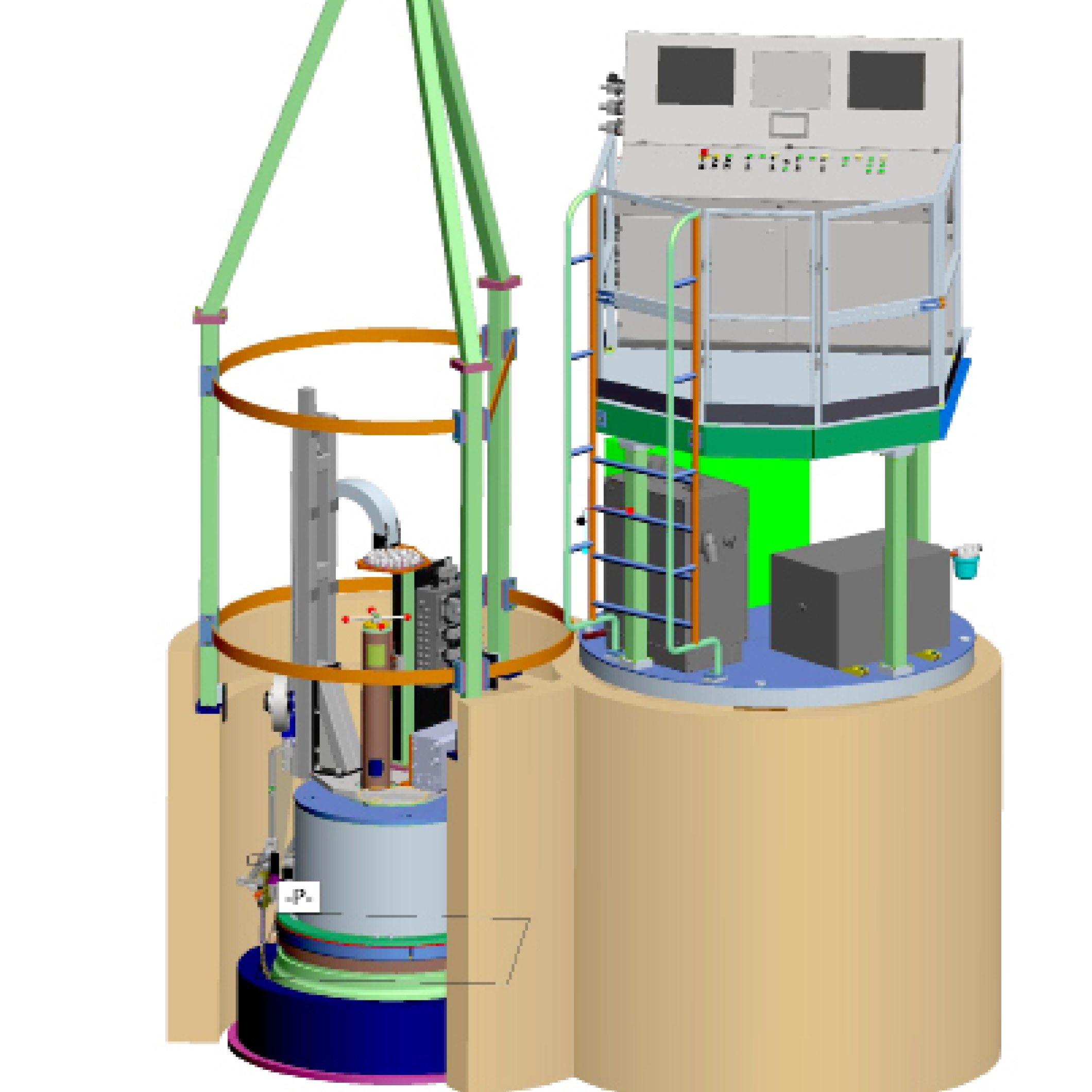
| Назначение | Установка предназначена для выполнения круговых сварных швов аргонодуговой сваркой неплавящимся электродом с присадочной проволокой толстостенных конструкций. |
| Средний диаметр сварного шва (мм) | 1198 ± 1 |
| Сечение сварного шва (мм) | 150 ± 4 |
| Ширина сварного шва (мм) | 80 - 96 |
| Свариваемые материалы | Нержавеющие, жаропрочные, жаростойкие стали и сплавы |
| Скорость сварки (м/час) | 3,6 - 36 |
| Особенности | Cпособность сваривать жаропрочную сталь на больших токах продолжительное время с использованием присадочной проволоки диаметром три миллиметра, а также поддержание дугового промежутка при помощи системы автоматического регулирования напряжения дуги (АРНД) с контролем процесса сварки по видеоизображению. Установка обеспечивает выполнение сварки на токах до 500 А на протяжении 3 часов без перерывов. В автомате установлена система видеонаблюдения, которая позволяет настраиваться на свариваемый шов и наблюдать за подачей присадочной проволоки и формированием шва во время сварки. Установка полностью автоматизирует технологический процесс сварки: от скорости подачи присадочной проволоки до определения стыка свариваемых деталей. |